
 更新时间:2026-07-02
更新时间:2026-07-02 访问次数: 11
访问次数: 11在 #第六届高品质供水探索与实践研讨会暨《净水技术》2026年学术年会 中,东莞市水务环境投资控股集团供水有限公司副总经理张忠祥介绍了《优“智”供水降本增效——制水全流程智能化控制体系构建与应用》。本文根据嘉宾发言内容整理,经过专家本人审阅后发布。
张忠祥
1.1 集团与供水公司基本情况
东莞市水务环境投资控股集团有限公司(以下简称“集团”)是统筹东莞市原水供应、供水服务、市政给排水基础设施建设、污水处理等水务与环境产业全链条的投资、建设、运营一体化综合性集团。集团资产总额约700亿元,净资产187.27亿元,涉水生产总能力超1400万吨/日,年营业收入约80亿元,承担东莞市90%的供水业务与70%的污水处理业务,是区域供水安全保障的核心主体。
东莞市水务环境投资控股集团供水有限公司(以下简称“公司”)前身为东莞市东江水务有限公司,成立于2002年1月,为集团下属核心供水运营主体。公司现有运营水厂29间,设计供水规模约700万m³/日,运维供水管网总长约2.3万公里,终端供水服务覆盖全市除常平、清溪外的32个镇街(园区),服务用水户约134万户。2025年公司资产总额约171亿元,营业收入约27亿元,年总供水量约14亿m³,是东莞市供水保障的核心执行单位。
1.2 老旧水厂自控现状与核心痛点
公司下属建成年限较长的水厂,普遍采用集中监控+半自动化的运行模式,尚未形成制水全流程闭环智能化管控体系,实际运行中存在四大核心痛点,制约了水厂精细化运营水平的提升。
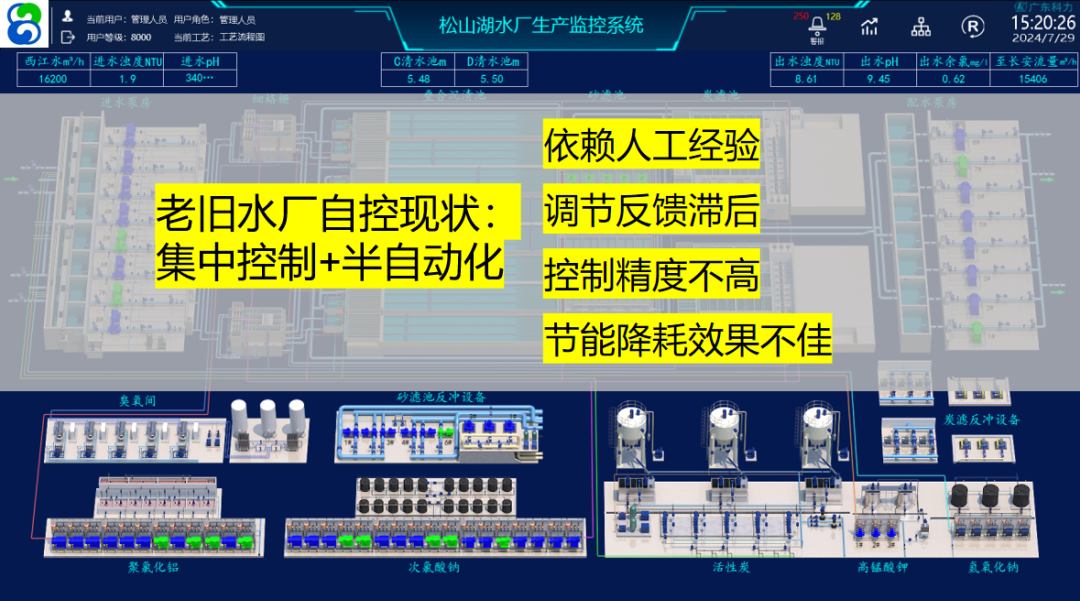
松山湖水厂生产监控系统实时运行图
一是生产管控依赖人工经验,操作规范性不足。混凝剂投加、消毒剂投加、沉淀池排泥、滤池反冲洗、泵组启停等核心工艺环节,均需人工根据经验干预调整,易受人员主观判断、操作熟练度影响,存在操作偏差与运行风险。
二是工艺调节响应滞后,水质波动应对能力不足。现有模式无法根据原水水质、进水流量的实时波动实现动态预调,工艺调整滞后于水质变化,易出现阶段性水质指标波动。
三是过程管控精度不足,物耗管控粗放。现有半自动化模式对药耗、水耗的管控精度不足,无法实现最优投加、最优排泥、最优冲洗的精细化控制,存在物耗浪费问题。
四是节能降耗潜力未充分释放,运行成本管控压力突出。泵组、反冲洗、排泥等高能耗环节,未实现基于工况的智能优化运行,部分设备长期处于低效运行区间,能耗管控存在较大提升空间。
1.3 智能化改造总体思路与核心目标
针对上述老旧水厂运行管控痛点,公司以数据资源化、控制智能化为核心方向,基于多年生产运行数据自主构建工艺控制数学模型,搭建制水全流程智能化运行控制体系。
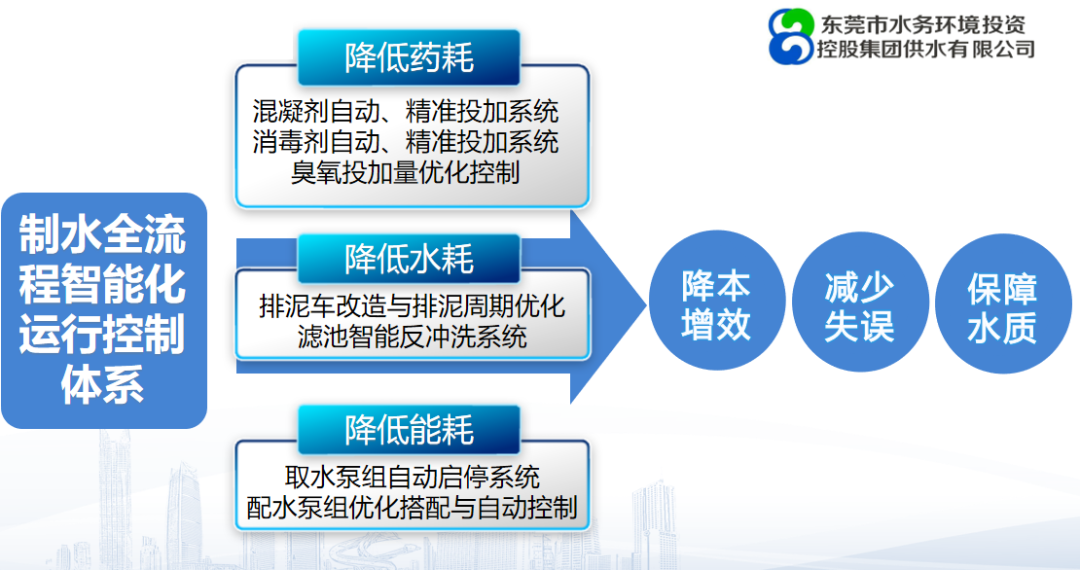
制水全流程智能化运行控制体系架构图
本次改造以精准调节、稳定运行、节能降耗为实施路径,最终实现降本增效、减少人为操作失误、保障出厂水质持续稳定达标的核心目标。
体系覆盖混凝剂自动精准投加、消毒剂自动精准投加、臭氧投加优化控制、排泥车改造与排泥周期优化、滤池智能反冲洗、取水泵组自动启停、配水泵组优化搭配与自动运行等制水全流程核心环节,采用低成本、易落地、不改动主体工艺的改造方案,推动水厂运行模式从半自动化向全流程智能化升级。
围绕老旧水厂运行管控痛点与智能化改造总体目标,公司聚焦制水全流程核心工艺环节,搭建四大类智能化控制系统,实现从原水进水到出厂水的全流程闭环智能化管控。
2.1 药剂自动精准投加控制系统
药剂投加是制水工艺的核心环节,直接决定出厂水质稳定性与制水药耗水平,公司针对混凝、消毒两大核心投加环节,分别搭建自动精准投加系统,实现药剂投加的模型化、闭环化、自动化控制。
2.1.1 混凝剂自动精准投加系统
针对传统混凝剂投加采用烧杯试验与人工经验判断相结合的模式,存在投加量偏差大、待滤水水质稳定性不足的问题,公司基于多年生产运行历史数据,构建混凝剂投加量数学模型,配套PLC闭环控制系统,实现混凝剂全流程自动精准投加。
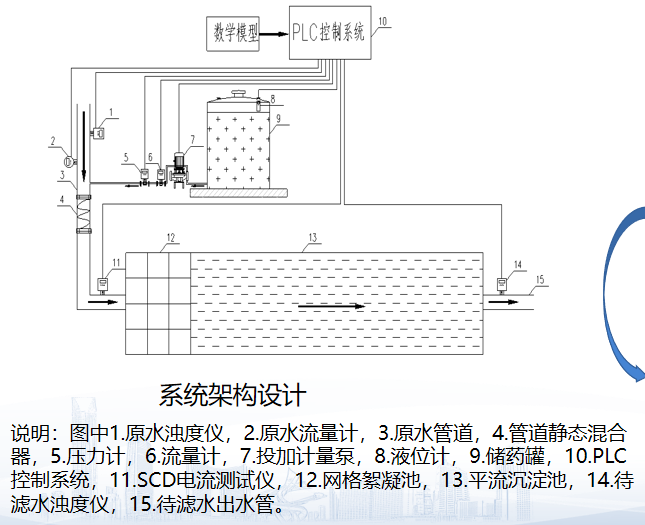
混凝剂自动精准投加系统架构设计图
系统配置原水浊度仪、原水流量计、管道静态混合器、投加计量泵、SCD电流测试仪、待滤水浊度仪等水厂常规在用设备,核心控制流程为:在线采集原水浊度、流量等实时数据,通过预设模型自动计算最优聚氯化铝投加量,下达指令至投加计量泵执行投加;同步采集待滤水浊度数据,实现闭环反馈调节;当工况偏离正常范围时,系统自动切换运行模式,保障运行稳定。该系统全部采用水厂现有常规设备,基本无需新增硬件设施,不额外增加水厂运营成本,适配国内多数老旧水厂的自动化升级改造需求。
传统次氯酸钠投加以人工操作为主,采用单纯流量配比模式,需人工结合在线仪表数据调整投加量,存在投加精度低、调节效率不足的问题,易出现出厂水余氯波动超标或药剂浪费情况。
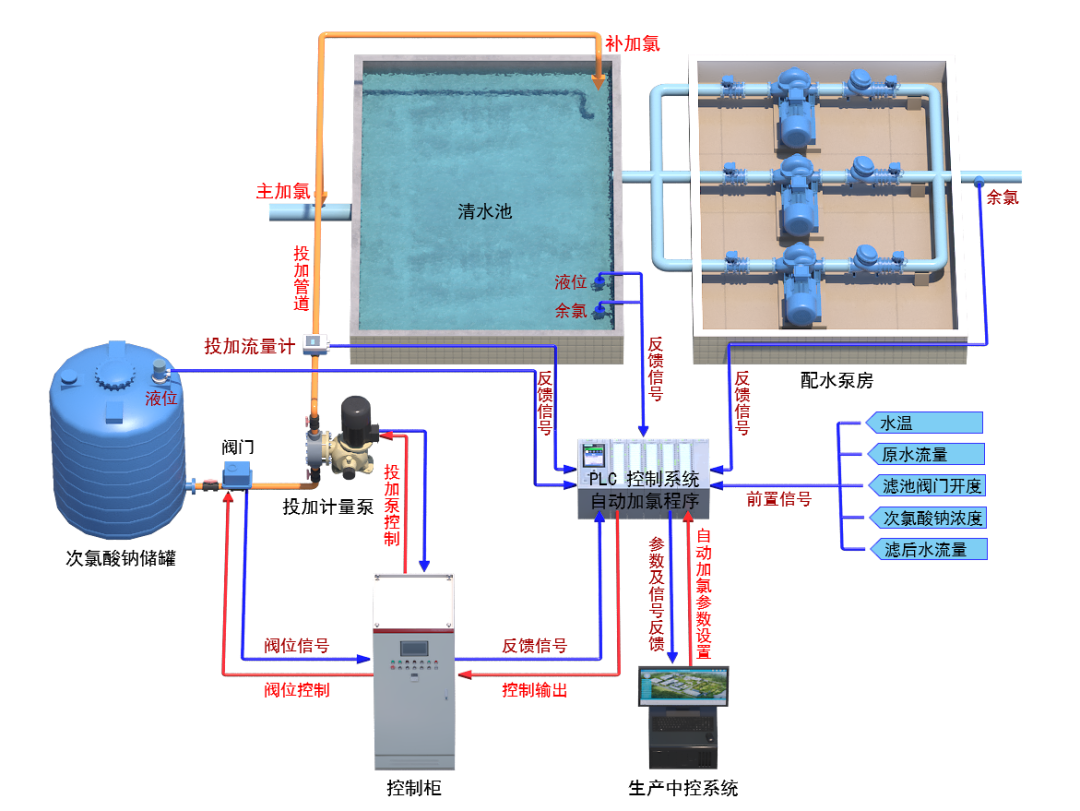
消毒剂自动精准投加系统架构设计图
系统通过分析影响余氯衰减的各类因素,建立次氯酸钠基础投加量计算公式,以药剂有效氯含量、滤池出水阀门开度、原水进水流量为前置输入参数,自动调整投加流量;同步结合出厂水余氯在线监测数据,实现闭环精准调节。
核心控制流程分为六个环节:数据采集与模型构建、余氯控制目标值设定、基础投加量自动计算、投加装置指令执行、在线数据反馈调节、异常工况自动切换。该系统同样采用水厂常规配置设备,无需额外新增硬件,改造成本低、现场适配性强,可有效降低人工操作成本与药剂消耗成本。
2.2 排泥系统智能化优化
沉淀池排泥是制水工艺的关键环节,直接影响沉淀池沉淀效果与生产水耗,公司针对传统排泥模式存在的问题,从排泥设备改造与运行模式优化两个维度,实现排泥系统的智能化升级。
传统平流沉淀池虹吸式排泥车,排泥周期依赖人工经验设定,存在排泥水含固率低(最低仅0.2%)、无效排水量大、排泥不彻底、沉淀池积泥严重等问题;配套的排泥水处理设施需设置收集池、浓缩池等构筑物,存在占地面积大、工程投资高、排泥水回用存在水质风险等弊端。
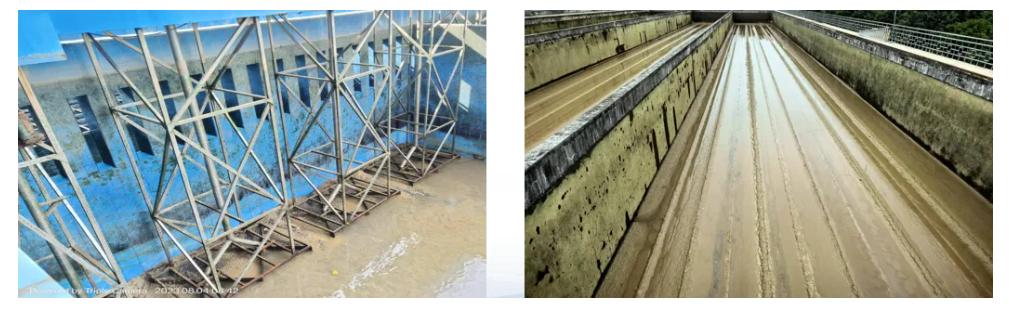
传统虹吸式排泥车及沉淀池积泥现状实景图
公司依托排泥车原有主体结构实施改造,核心改造内容包括:将传统单吸口改为多通道吸泥口,优化吸泥范围覆盖;根据集水槽柱间距加装带升降机构的刮泥装置;将原有抽真空系统改为气动球阀控制排泥;新增污泥浓度在线检测装置,实现基于污泥浓度的全自动排泥控制。改造后,排泥水含固率大幅提升,高浓度排泥水可直接进入脱水机处理,无需新建收集池与浓缩池。

水厂30m超大跨度排泥车改造后实景图

集约式排泥水处理设施实景图
公司以排泥水实时污泥浓度为排泥结束的核心判断依据,结合沉淀池沿程积泥分布规律,分阶段实施排泥模式优化,先后推行两段式、三段式分段排泥模式,并进一步将原水浊度、排泥水污泥浓度等参数与排泥周期联动,建立可自动调节的智能化排泥模式。
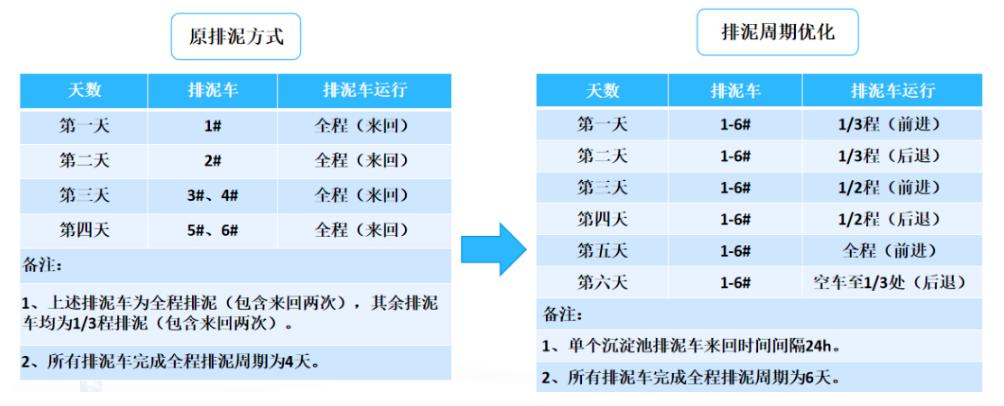
平流沉淀池原排泥方式与优化后周期对比
该优化方案无需改动排泥车主体结构,单台排泥车仅需新增1台单价8000元的污泥浓度计,改造成本可控、落地见效快,可在不改动主体设备的前提下,实现排泥水量的显著降低。
2.3 滤池智能反冲洗系统
传统滤池反冲洗采用固定时间周期设定,无法匹配滤池实际堵塞状态,反冲洗周期受季节、原水水质波动影响较大,对运行人员的动态调整能力要求较高,易出现过度冲洗造成水资源浪费,或冲洗不足导致滤池过滤效能下降的问题。
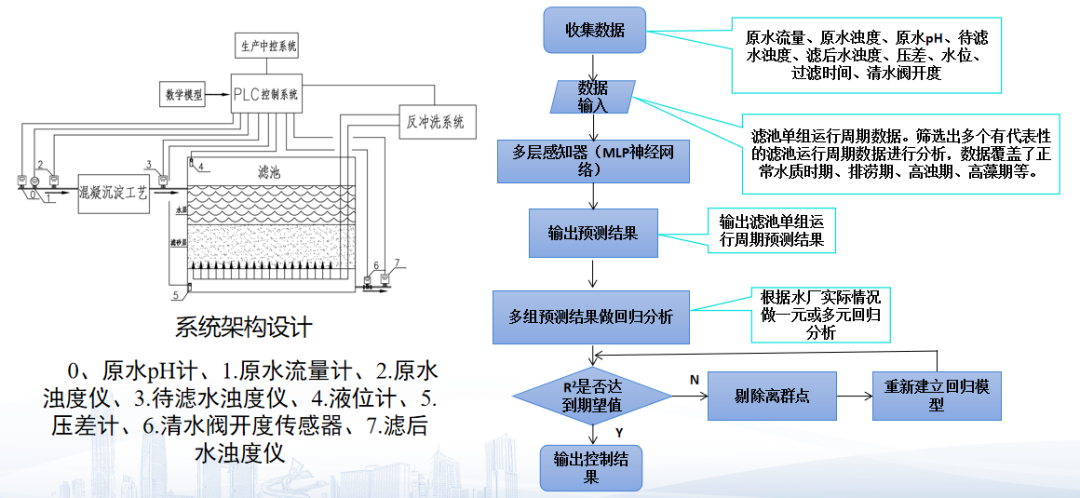
滤池智能反冲洗系统架构及MLP神经网络流程图
系统基于MLP神经网络构建滤池运行周期预测数学模型,以原水流量、原水浊度、原水pH、待滤水浊度、滤后水浊度、滤池水位、过滤压差、清水阀开度、过滤时长为输入参数,预测滤池最优反冲洗周期;将过滤时长、水位、阀门开度、过滤压差共同作为反冲洗触发条件,结合PLC控制系统实现滤池全自动智能反冲洗。该系统全部采用水厂常规在线监测与控制设备,无需新增硬件投入,适配老旧水厂自动化升级改造需求。
2.4 泵组优化搭配与自动控制系统
水厂电费约占生产总成本的40%,其中取水泵、配水泵等泵组用电量占全厂总用电量的90%以上,是生产能耗管控的核心环节。传统泵组多采用恒压供水或人工手动控制模式,未开展单泵能效匹配与组合优化,部分机组长期处于低效运行区间,存在无效能耗浪费。
公司通过对单台水泵开展全工况能效测试,绘制单泵流量-效率、扬程-效率特性曲线,建立泵房高效运行模型与自动调频控制模型;系统根据出厂水压力、流量实时需求,自动优选高效泵组组合,实现泵组自动启停与变频调节。本次改造仅需新增4台进口压力变送器,总投入约4000元,改造成本极低,可实现泵组运行能效的显著提升。
本次制水全流程智能化控制体系已在公司下属水厂完成试点验证与规模化推广应用,通过全环节精细化、自动化、智能化管控,在药耗压降、水耗节约、能耗管控及运行保障方面均取得了可量化的实施成效,全面达成降本增效、水质稳控的核心目标。
3.1 药耗降低应用成效
混凝剂、消毒剂精准投加系统通过模型化闭环自动控制,有效解决了传统人工投加模式下精度不足、药耗偏高的问题,在试点及推广水厂均实现了水质稳定性提升与药耗显著下降的双重效果。
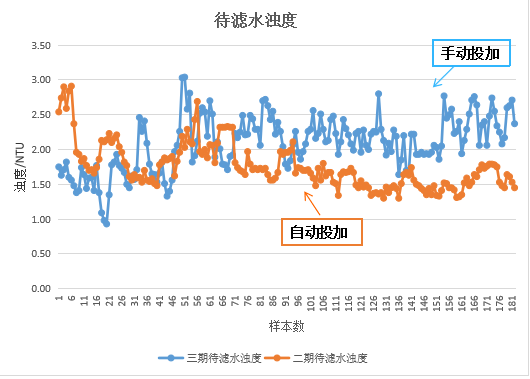
G水厂待滤水浊度手动与自动投加对比曲线图
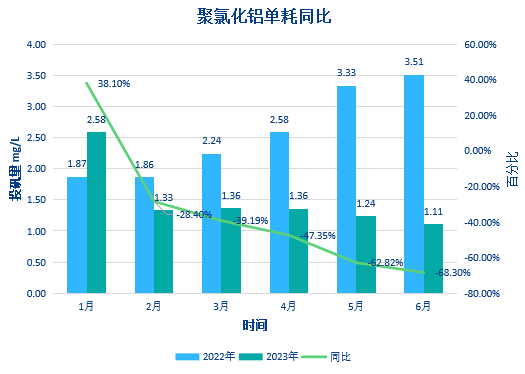
G水厂聚氯化铝单位耗量同比降幅柱状图
混凝剂自动精准投加系统方面,G水厂自2023年2月系统投运以来,待滤水浊度平均值由2.3NTU下降至1.7NTU,浊度波动幅度显著收窄,水质稳定性大幅提升;同比聚氯化铝单位耗量下降约40%,药耗节约效果显著。该系统在公司9间水厂推广应用后,聚氯化铝单位耗量平均下降约20%,规模化应用成效突出。
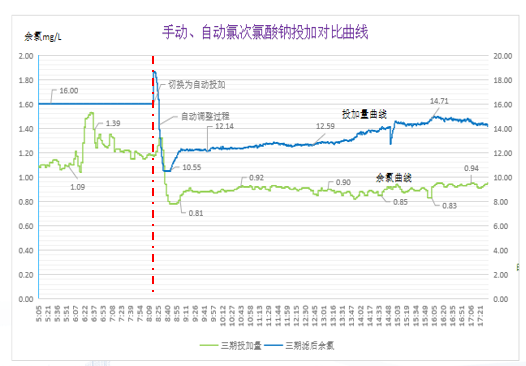
L水厂次氯酸钠手动与自动投加运行对比图
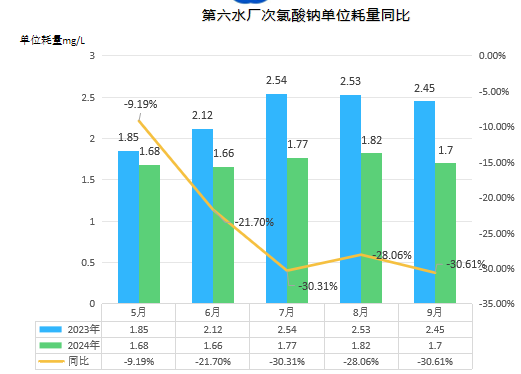
第六水厂次氯酸钠单位耗量同比降幅柱状图
消毒剂自动精准投加系统方面,L水厂自2024年5月系统投运以来,出厂水余氯基本稳定在0.9mg/L,显著改善了传统人工投加模式下余氯大幅波动的问题;同比次氯酸钠单位耗量下降约25%。该系统在公司3间水厂推广应用后,次氯酸钠单位耗量平均下降约15%,实现了水质稳定与药耗节约的协同优化。
3.2 水耗节约应用成效
通过排泥系统智能化优化与滤池智能反冲洗改造,有效解决了传统工艺排泥、反冲洗过度导致的水资源浪费问题,实现了排泥水含固率提升与生产水耗显著下降。
排泥系统优化方面,S水厂2023年11月完成排泥车减量化改造后,排泥水含固率提升至2%–5%,减少排水量80%;配套建设的集约式排泥水处理项目于2025年2月完成调试,占地面积仅约230m²,与传统收集→浓缩→脱水的建设形式相比,工程投资减少约50%,占地面积减少约80%。排泥周期优化方案2024年8月在试点水厂投用后,平流沉淀池排泥水量减少约50%;该方案在公司4间水厂推广应用后,排泥水量平均下降约32%,节水成效显著。
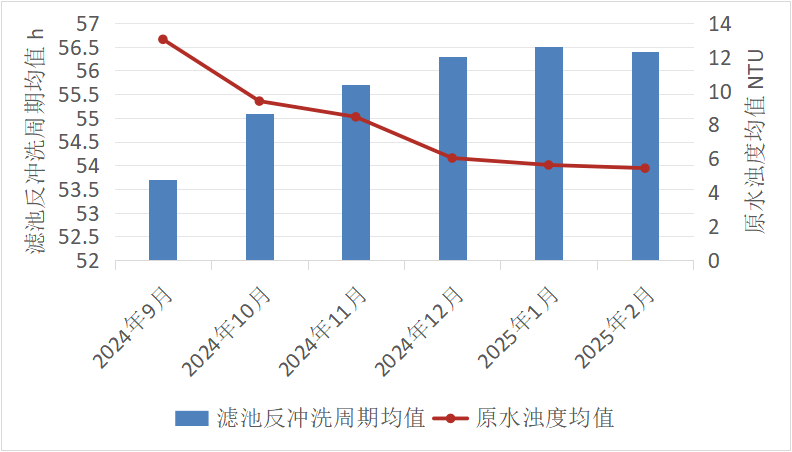
G水厂滤池反冲洗周期与原水浊度均值对比图
滤池智能反冲洗系统方面,2024年9月在G水厂投运后,滤池平均运行时间延长约7h,反冲洗节水率约13%;在公司4间水厂推广应用后,平均节水率约18%,有效减少了反冲洗环节的水资源浪费。
3.3 能耗降低应用成效
泵组优化搭配与自动控制系统改造后,配水泵房机组全天运行效率稳定在70%-75%,较优化前凌晨低效运行时段效率提升3-10个百分点,有效降低了泵组运行电耗,实现了水厂能耗的精细化管控。
运行保障综合成效
制水全流程智能化控制体系的落地应用,除可量化的降本成效外,在水厂全流程运行管控方面实现了全面提升,为区域供水安全稳定提供了坚实保障。
一是大幅降低人为操作失误风险。通过全流程自动化、模型化控制,替代了传统依赖人工经验的核心环节操作,消除了人为主观判断带来的操作偏差,从源头降低了生产运行风险。
二是持续保障出厂水质稳定达标。通过各工艺环节的精准动态调节,有效对冲了原水水质、水量波动带来的影响,待滤水浊度、出厂水余氯等核心水质指标波动幅度显著收窄,实现了出厂水水质持续稳定达标。
三是全面降低水厂运维管理成本。除药耗、水耗、能耗的直接节约外,智能化系统大幅减少了人工巡检、手动调节、应急处置的工作量,降低了一线运行人员的劳动强度,显著提升了水厂运维管理效率。
四是形成了可复制、易推广的老旧水厂升级方案。本次智能化改造全部采用水厂常规配置设备,基本无需新增硬件投入,改造成本低、适配性强,无需改动水厂主体工艺结构,可快速在同类型老旧水厂推广应用,为国内供水行业老旧水厂自动化升级提供了可落地的实操经验。
\ | /
END
转载自:《净水技术》
编辑:杨洁
 Recommended
Recommended

上海昊沧系统控制技术有限责任公司成立于2005年,智慧水务方案提供商,专注于市政水 务供水、排水、水环境领域提供专用的软件产品研发、工业物联网云服务

上海昊沧系统控制技术有限责任公司成立于2005年,智慧水务方案提供商,专注于市政水 务供水、排水、水环境领域提供专用的软件产品研发、工业物联网云服务
产品中心
智慧水务运营管理平台 供排水一体化运营管理 精确曝气流量控制系统 水厂智能加药控制系统 污水厂工艺仿真云平台 高级控制平台 更多产品解决方案
智慧厂站 智慧供水 智慧排水 水务大数据 智慧防汛 海绵城市 农村污水 工业废水 更多方案新闻资讯
公司新闻 行业资讯 下载中心 技术文章客户案例
东莞水务集团智慧水厂项目 深圳市埔地吓三期智慧水质净化厂 深圳光明智慧水厂 深汕智慧水务一期项目 瀚蓝排水智慧管理平台G3关于昊沧
公司介绍 发展历程 企业文化 资质荣誉 招贤纳士
上海昊沧
官方公众号

Prose
工艺仿真云平台

DataStorm
工业物联网云平台
 您当前的位置:
您当前的位置: 
